
ریل راهنمای آسانسور
Elevator Guide Rail
ریل آسانسور یکی از قطعات اصلی و مهم در آسانسور محسوب می گردد.
ریل آسانسور وظیفه هدایت دقیق کابین آسانسور و وزنه تعادل آسانسوردر حرکت عمودی و محدود کردن حرکات افقی (حرکت پاندولی )کابین ناشی از بار های نا متوازن که امکان دارد بر روی کابین اعمال شود مثل حرکت مسافر در داخل کابین آسانسور را برعهده دارد.
شاخه های ریل می بایست فاقد هرگونه پیچ خوردگی یا خمیدگی باشند. در امتداد هم ، عمود و شاقول شده بعد از شاسی کشی آسانسور به وسیله اتصالات در چاه آسانسور نصب می گردد . محل اتصال ریل ها، نقاطی هستند که ارتعاشاتی در کابین ایجاد می کنند کفشک آسانسور این ارتعاش را مستهلک می کند.
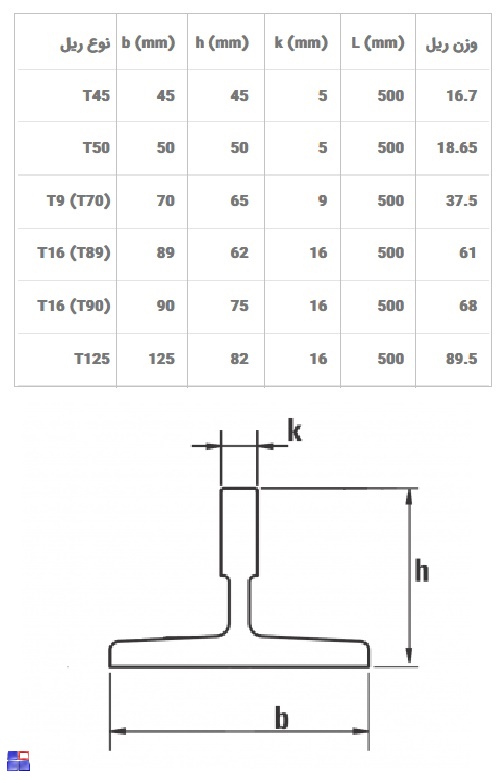
ریل آسانسور از جنس فولاد به صورت شاخه های ۵ متری، در ضخامت های مختلف و با سطح مقطعی T شکل ساخته می شوند. دو طرف ریل ها یک زبانه و یک شیار را به صورت نری و مادگی وجود دارد تا بتوان در زمان نصب آن ها را به هم چفت کرد.
ریل ها و اتصالات آن باید به گونه ای باشد که قادر باشند نیروهای ناشی از عملکرد پاراشوت و انحنا و پیچش های ناشی از بار نامتعادل داخل کابین را تحمل نمایند.
ریلهای آسانسور باید در تست سقوط، توانایی تحمل ۱۳ برابر وزن کابین را داشته باشند.

اتصالات ریل آسانسور
نحوه نصب ریل آسانسور
- براکتهای نگهدارنده (Brackets) به دیواره چاه متصل میشوند.
- ریلها به صورت عمودی روی براکتها سوار شده و با پیچ و مهره محکم میشوند.
- تراز و فاصلهگذاری دقیق برای حرکت روان کابین انجام میشود.
- کفشک ها روی کابین و وزنه تعادل نصب میشوند.
انواع ریل آسانسور
بر اساس شکل سطح مقطع
شکل سطح مقطع ریل، تعیینکننده نحوه تعامل آن با غلطکهای هدایتکننده است.
ریل T شکل (T-Rail)
رایجترین نوع، به دلیل پایداری و سهولت هدایت. این ریلها ابعاد استاندارد مختلفی دارند (مانند T5، T9، T16).
ریل L شکل (L-Rail)
کمتر رایج، گاهی در برخی آسانسورهای خاص یا با محدودیت فضا استفاده میشود.
ریل U شکل (U-Rail)
کاربرد محدودتر، معمولاً در سیستمهای خاص یا بهعنوان ریل مکمل.
ریل دوبل (Double Rail)
برای پایداری بیشتر در آسانسورهای سنگین یا پرسرعت، دو ریل موازی استفاده میشود.
ریل با شیار سنسور
برای سیستمهای کنترل موقعیت هوشمند
بر اساس جنس
جنس ریل، مقاومت و دوام آن را در برابر سایش و بارهای وارده تعیین میکند.
ریل فولادی معمولی
(Carbon Steel Rail)
ریل آسانسور از فولاد مخصوص با کربن بالا ساخته میشود تا خم نشود، حتی در زلزله یا ضربه شدید.
رایجترین جنس، ترکیبی از مقاومت و صرفه اقتصادی.
ریل فولادی سختکاری شده
(Hardened Steel Rail)
با عملیات حرارتی خاص، سختی سطح آن افزایش یافته که برای آسانسورهای پرسرعت و پرکاربرد ایدهآل است.
ریل فولادی ضد زنگ
(Stainless Steel Rail)
برای محیطهای خاص با رطوبت بالا یا نیاز به مقاومت در برابر خوردگی.
جنس: استیل 304/316 برای محیطهای مرطوب یا خورنده
ریل با پوشش اپوکسی
ویژگی:مقاوم در برابر خوردگی شیمیایی
ریل گالوانیزه
(Galvanized Steel Rail)
پوششی از روی برای مقاومت بیشتر در برابر زنگزدگی.
ریل آهنگری شده
(Forged Rail)
با فرآیند آهنگری تولید میشود که میتواند خواص مکانیکی خاصی به آن ببخشد.
ریل ویژه کامپوزیتی
برای آسانسور های پیشرفته و سرعت بالا
بر اساس موقعیت نصب
ریلها بر اساس وظیفه و محل نصبشان در چاه آسانسور دستهبندی میشوند:
ریل راهنمای کابین آسانسور
این ریلها حرکت دقیق و ایمن کابین را در طول مسیر عمودی تضمین میکنند.
ریل راهنمای وزنه تعادل
وظیفه هدایت وزنه تعادل را بر عهده دارند تا حرکت آن نیز صاف و بدون نوسان باشد.
بر اساس کاربرد
ریل آسانسور پرسرعت
معمولاً از نوع ماشینکاری شده و سختکاری شده هستند تا دقت و پایداری لازم برای سرعتهای بالا را فراهم کنند.
ریل آسانسور سبک (کم بار)
از ابعاد کوچکتر و سبکتری برخوردارند، مانند ریلهای T5 یا T9.
ریل مخصوص آسانسور مسافربر ، باربر یا بیماربر
این دستهبندی کاربردی، به تناسب ظرفیت و ماهیت بار یا مسافر، ریل مناسب را تعیین میکند.
ریل آسانسور هیدرولیک
این ریلها در آسانسورهای هیدرولیک استفاده میشوند و طراحی متفاوتی نسبت به ریلهای T شکل دارند.
بر اساس نوع ساخت و فناوری تولید
فرآیند تولید ریل، بر کیفیت سطح، دقت ابعادی و خواص مکانیکی آن تأثیر مستقیم دارد:
ریل سرد نورد شده
(Cold Rolled Rail)
با فرآیند نورد سرد تولید میشود که سطحی صافتر و دقت ابعادی بالاتری نسبت به نورد گرم دارد و برای سرعتهای متوسط مناسب است.
ریل گرم نورد شده
(Hot Rolled Rail)
با فرآیند نورد گرم تولید میشود و معمولاً در مرحله بعدی نیاز به ماشینکاری دارد تا به دقت مورد نظر برسد.
ریل سختکاری شده
(Heat Treated Rail)
پس از نورد (گرم یا سرد)، ریل تحت عملیات حرارتی قرار میگیرد تا سختی و مقاومت سایشی آن به میزان قابل توجهی افزایش یابد؛ این ریلها برای آسانسورهای پرسرعت و سنگین استفاده میشوند.
مشخصات فنی ریلهای T شکل آسانسور
ریلهای آسانسور بر اساس نوع کاربری، سرعت و ظرفیت آسانسور به انواع مختلفی تقسیم میشوند:
ریل T2
- عرض بال: حدود ۲۵ تا ۳۰ میلیمتر
- ضخامت: حدود ۴ تا ۵ میلیمتر
- ارتفاع تیغه: حدود ۲۰ تا ۲۵ میلیمتر
- ویژگی: بسیار کوچک و سبک، دقت ابعادی پایینتر.
- کاربرد: بسیار محدود، معمولاً برای بالابرهای کوچک خدماتی یا کابینهای بسیار سبک در فضاهای محدود ، بالابرهای کوچک صنعتی (ظرفیت ≤200kg) ،
آسانسورهای مینیاتوری(مثل آسانسورهای کتابخانه یا انبارهای کوچک)
ریل T3
- عرض بال: حدود ۳۰ تا ۳۵ میلیمتر
- ضخامت: حدود ۵ تا ۶ میلیمتر
- ارتفاع تیغه: حدود ۲۵ تا ۳۰ میلیمتر
- ویژگی: کوچک و سبک، دقت ابعادی پایینتر.
- کاربرد: مشابه T2، برای بالابرهای بسیار کوچک و خاص با ظرفیت و سرعت ناچیز.
ریل T5
- عرض بال: حدود ۵۰ میلیمتر
- ضخامت: حدود ۷ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۴۵ میلیمتر
- ویژگی: کششی سرد (Cold Drawn)، دارای دقت و صافی سطح مناسب برای سرعتهای پایین.
- کاربرد: رایجترین ریل برای آسانسورهای خانگی (Home Lifts)، آسانسورهای پانوراما کوچک، و آسانسورهای با ظرفیت کم (ظرفیت ≤300 کیلوگرم) و سرعت پایین (تا ۰.۶۳ متر بر ثانیه).
ریل T8.5
- عرض بال: حدود ۶۵ میلیمتر
- ضخامت: حدود ۷.۵ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۷۰ میلیمتر
- ویژگی: کششی سرد (Cold Drawn)، دقت و استحکام بیشتر نسبت به T5.
- کاربرد: برای آسانسورهای مسافربر با ظرفیت پایین (ظرفیت ≤320kg) تا متوسط (تا ۴ نفر) و سرعتهای حدود ۱ متر بر ثانیه.
ریل T9
- عرض بال: حدود ۶۵ میلیمتر
- ضخامت: حدود ۹ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۷۵ میلیمتر
- ویژگی: کششی سرد (Cold Drawn)، بسیار پرکاربرد و رایج در آسانسورهای مسکونی به دلیل تعادل بین ابعاد، هزینه و کارایی.
- کاربرد: آسانسورهای مسافربر با ظرفیت متوسط ۴ تا ۶ نفر (ظرفیت ≤450kg) و سرعتهای تا ۱.۷۵ متر بر ثانیه.
ریل T12
- عرض بال: حدود ۷۵ میلیمتر
- ضخامت: حدود ۱۱.۵ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۹۰ میلیمتر
- ویژگی: کششی سرد (Cold Drawn) یا در برخی موارد ماشینکاری شده (Machined)، استحکام و پایداری بالاتر.
- کاربرد: آسانسورهای مسافربر و باربر سبک با ظرفیت متوسط رو به بالا و سرعتهای تا ۲ متر بر ثانیه.
ریل T16
* عرض بال: حدود ۹۰ میلیمتر
- ضخامت: حدود ۱۵.۸ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۱۱۴ میلیمتر
- ویژگی: معمولاً ماشینکاری شده (Machined)، استحکام بالا و مناسب برای سرعتهای بالاتر.
- کاربرد: آسانسورهای مسافرتی متوسط (ظرفیت 630-800kg) ، ساختمانهای 6-12 طبقه ، سرعت تا 1.75m/s
ریل T45
معمولاً به عنوان T45/A یا T45/B شناخته میشود
- عرض بال: حدود ۴۵ میلیمتر
- ضخامت: حدود ۶.۵ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۴۵ میلیمتر
- ویژگی: این مدل یک استاندارد قدیمیتر است که گاهی با T5 همپوشانی دارد. میتواند کششی سرد (Cold Drawn) یا ماشینکاری شده (Machined) باشد.
- کاربرد: آسانسورهای کوچک و با سرعت پایین (سرعت 1-1.75m/s) ، مشابه T5 اما با تفاوتهای جزئی در ابعاد.
ریل T50
- عرض بال: حدود ۵۰ میلیمتر
- ضخامت: حدود ۹ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۵۰ میلیمتر
- ویژگی: میتواند کششی سرد (Cold Drawn) یا ماشینکاری شده (Machined) باشد.
- کاربرد: آسانسورهای مسافربر کوچک یا باری سبک، مشابه T9 اما با ابعادی که ممکن است در برخی استانداردها ترجیح داده شود.
ریل T55
- عرض بال: حدود ۶۰ میلیمتر
- ضخامت: حدود ۹ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۵۵ میلیمتر
- ویژگی: معمولاً ماشینکاری شده (Machined)، دقت بالاتر و مقاومت بهتر.
- کاربرد: آسانسورهای با ظرفیت متوسط و سرعتهای بالاتر از ۱.۷۵ متر بر ثانیه. آسانسورهای باربری سبک (ظرفیت 1000-1200kg)
ریل T70
معمولاً به عنوان T70/B شناخته میشود
- عرض بال: حدود ۶۵ میلیمتر
- ضخامت: حدود ۹.۷ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۷۰ میلیمتر
- ویژگی: ماشینکاری شده (Machined)، دقت ابعادی بالا و مناسب برای سرعتهای متوسط رو به بالا.
- کاربرد: آسانسورهای مسافربر و باربر با ظرفیت متوسط رو به بالا و سرعتهای تا ۳ متر بر ثانیه.
ریل T75
- عرض بال: حدود ۷۵ میلیمتر
- ضخامت: حدود ۹.۷ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۷۵ میلیمتر
- ویژگی: ماشینکاری شده (Machined)، استحکام و دقت بسیار بالا.
- کاربرد: آسانسورهای پرظرفیت و پرسرعت (تا ۳.۵ متر بر ثانیه)، مناسب برای ساختمانهای بلندتر.
ریل T89
معمولاً به عنوان T89/B یا T90/B شناخته میشود
- عرض بال: حدود ۹۰ میلیمتر
- ضخامت: حدود ۱۶ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۸۹ میلیمتر
- ویژگی: ماشینکاری شده و اغلب سختکاری شده (Machined & Heat Treated)، پایداری و دقت فوقالعاده بالا.
- کاربرد: آسانسورهای پرسرعت (بالاتر از ۳.۵ متر بر ثانیه)، آسانسورهای باربر سنگین و در برجهای بلند.
ریل T90
معمولاً به عنوان T90/B شناخته میشود
- عرض بال: حدود ۹۰ میلیمتر
- ضخامت: حدود ۱۶ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۹۰ میلیمتر
- ویژگی: ماشینکاری شده و اغلب سختکاری شده (Machined & Heat Treated)، یکی از رایجترین ریلها برای آسانسورهای بسیار پرسرعت و سنگین.
- کاربرد: آسانسورهای با سرعت ۴ متر بر ثانیه و بالاتر، آسانسورهای باری فوق سنگین در ساختمانهای بلند و آسمانخراشها. آسانسورهای ویژه (معدن، کارخانهجات)
ریل T114
- عرض بال: حدود ۱۱۴ میلیمتر
- ضخامت: حدود ۱۹ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۱۱۴ میلیمتر
- ویژگی: ماشینکاری شده و سختکاری شده (Machined & Heat Treated)، حداکثر پایداری و حداقل لرزش.
- کاربرد: آسانسورهای فوق پرسرعت (بالاتر از ۵ متر بر ثانیه) در برجهای بسیار بلند و آسانسورهای صنعتی با بارهای بسیار سنگین.
ریل T125
- عرض بال: حدود ۱۲۵ میلیمتر
- ضخامت: حدود ۱۹ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۱۲۵ میلیمتر
- ویژگی: ماشینکاری شده و سختکاری شده (Machined & Heat Treated)، طراحی شده برای سرعتهای بسیار بالا و بارهای فوقالعاده سنگین.
- کاربرد: آسانسورهای سریعالسیر (مثلاً ۶ تا ۷ متر بر ثانیه) در ساختمانهای شاخص و آسمانخراشها.
ریل T140
- عرض بال: حدود ۱۴۰ میلیمتر
- ضخامت: حدود ۲۲ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۱۴۰ میلیمتر
- ویژگی: ماشینکاری شده و سختکاری شده (Machined & Heat Treated)، پایداری بینظیر برای بالاترین سرعتها.
- کاربرد: آسانسورهای فوق پرسرعت (بیش از 7 متر بر ثانیه) در بلندترین سازههای جهان و کاربردهای خاص صنعتی.
ریل T150
- عرض بال: حدود ۱۵۰ میلیمتر
- ضخامت: حدود ۲۵ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۱۵۰ میلیمتر
- ویژگی: ماشینکاری شده با دقت بسیار بالا و سختکاری شده (Precision Machined & Heat Treated)، طراحی اختصاصی برای کاهش لرزش در سرعتهای افراطی.
- کاربرد: آسانسورهای با سرعتهای بسیار بالا (بیش از ۷ متر بر ثانیه) و در پروژههای خاص که نیاز به حداکثر پایداری و راحتی حرکت دارند.
ریل T200
- عرض بال: حدود ۲۰۰ میلیمتر
- ضخامت: حدود ۳۰ میلیمتر (ضخامت تیغه)
- ارتفاع تیغه: حدود ۲۰۰ میلیمتر
- ویژگی: بزرگترین ریل استاندارد، ماشینکاری شده با بالاترین دقت و سختکاری شده (Ultra-Precision Machined & Heat Treated)، برای پشتیبانی از سرعتهای فوقالعاده.
- کاربرد: پروژههای بسیار خاص و رکوردشکن در آسمانخراشهای فوقالعاده بلند با سرعتهای آسانسور بیش از ۱۷ متر بر ثانیه. کاربرد آن بسیار نادر و منحصر به فرد است.
نکات فنی مهم شماره گذاری ریل ها
- تفاوت شمارهگذاریها:
- اروپا: معمولاً از T45 تا T125
- چین: ممکن است از T5 تا T140 و بالاتر شمارهگذاری کنند
- معادلسازی:
برخی ریل ها با شماره های متفاوت در استاندارد های مختلف دارای ویزگی یکسان می باشند مثل :- T12 ≈ T45 (در برخی استانداردها)
- T89 ≈ T90 (در استاندارد EN)
- توجه :
- ریلهای T متداول آسانسور (بر اساس استاندارد EN 81-20 و ISO 7465) T45 , T50 , T70 ,T75 , T89 ,T90 ,T125 می باشد.
- برخی تولیدکنندگان از شمارههای غیراستاندارد (مثل T55, T60) استفاده میکنند که معمولاً سفارشی هستند.
استانداردهای ریل اسانسور در ایران
- EN 81-20 (اروپا)
- ASME A17.1 (آمریکا)
- GB/T 10060 (چین)
- ISO 7465 (اروپا)
- مبحث 15 مقررات ملی ساختمان (ایران)
تولید ریل آسانسور
ساخت ریل آسانسور بر اساس استاندارد بین المللی ISO7465 به عنوان مرجع ساخت ریل های راهنما انجام می شود.
مراحل تولید :
- آمادهسازی شمش (Billet)
همه ریلها از شمشهای فولادی با آلیاژ مشخص (معمولاً فولاد ساختمانی با کربن کنترل شده) شروع میشوند. این شمشها ابتدا در کورههای پیشگرمکن تا دمای حدود ۱۲۰۰ درجه سانتیگراد داغ میشوند تا قابلیت شکلپذیری پیدا کنند. - نورد گرم (Hot Rolling) – شکلدهی اولیه
در این مرحله، شمش گداخته از میان چندین ردیف غلتک سنگین عبور میکند تا به شکل مقطع T درآید.
خروجی این مرحله یک پروفیل ریل با ابعاد تقریبی که سطح آن به دلیل حرارت، دارای پوستههای اکسید شده و زبر است.
وقتی شمش فولادی در دمای بسیار بالا (۱۲۰۰ درجه) ذوب و از میان غلتکها عبور میکند (نورد گرم)، سطح آن پس از سرد شدن دچار اکسیداسیون میشود. این اکسیدها باعث ایجاد حفرهها و برجستگیهای میکروسکوپی روی سطح ریل میشوند که دقیقاً شبیه به بافتِ پوستِ میوه پرتقال است. - تابگیری اولیه (نورد گرم)
وقتی ریل از مرحله نورد گرم خارج و سرد میشود، به دلیل تغییرات دمایی ناهمگون، دچار انحنا میشود. در این مرحله، ریل از میان غلتکهای متوالی (Straightening Rollers) عبور میکند تا به صورت مکانیکی «راست» شود. - پرداخت نهایی
در این مرحله ریل به دو روش متفاوت فرآوری و آماده میشود: - ماشینکاری نری و مادگی (Male & Female Machining)
این مرحله بعد از تابگیری انجام میشود. دو انتهای ریل (مقاطع ۵ متری) باید با دقت فوقالعاده تراش بخورند تا قطعات ریل مثل پازل در هم قفل شوند. اگر ریل تاب داشته باشد و نری/مادگی زده شود، موقع نصب در چاه آسانسور، لبهها روی هم نمینشینند و «پله» ایجاد میشود. - سوراخکاری پشت ریل (Fishplate Holes)
سوراخهایی که برای بستن پشتبند (Fishplate) استفاده میشوند در این مرحله ایجاد میشوند. دقت در فاصله این سوراخها برای تراز ماندن ریلها در طول چاه بسیار مهم است. - عملیات حفاظتی و روغنکاری (Anti-Corrosion)
ریلهای ماشینکاری شده به دلیل تراش خوردن، لایه محافظ ندارند و به سرعت در مجاورت هوا زنگ میزنند. بنابراین، تمام سطح ریل با روغنهای مخصوص ضدزنگ پوشانده میشود. - علامتگذاری و بستهبندی (Marking & Packing)
در آخرین مرحله، مشخصات ریل (برند، کلاس تولید مثل B یا BE، و شماره ذوب) روی آن حک یا چاپ شده و سپس در دستههای چندتایی بستهبندی میشوند
ریل سرد
پس از نورد گرم و عملیات شکل دهی در فرآیند کشش سرد (Cold Drawn)، ریل از میان یک قالب بسیار تنگ عبور داده میشود. این فشارِ قالب، تمام آن پستیوبلندیها را فشرده و صاف میکند. بنابراین ریل سرد سطحی «صاف اما مات» دارد و خبری از بافت پوست پرتقالی روی آن نیست.
اما چون تراشکاری نمیشود، دقت ابعادی صدممیلیمتری ندارد.
- ویژگی:
این فرآیند باعث «سختکاری» سطحی فولاد میشود اما تنشهای داخلی در ریل باقی میماند. - مشخصات ظاهری :
اگر کل ریل (هم بدنه و هم تیغه) یکدست صاف و خاکستری بود، آن ریل کشش سرد (کلاس A) است و نباید به جای ریل گرم (ماشینکاری شده) فروخته شود. - فرآیند تولید
-
- نورد سرد : ریل نورد شده را در دمای محیط (سرد) با فشار بسیار زیاد از میان یک قالب فولادی بسیار سخت (Die) عبور میدهند.
- تابگیری
ریل سرد بدون تابگیری اصلاً قابل استفاده نیست، چون فرآیند «کشش» خودش عامل ایجاد تنش و انحناست.- تابگیری بلافاصله بعد از کشش
(In-line Straightening)
در فرآیند نورد سرد، وقتی ریل با فشار از قالب (Die) بیرون کشیده میشود، به دلیل نایکنواخت بودن تنش در طول شاخه ۵ متری، ریل مثل فنر تمایل به خم شدن دارد. به همین دلیل، بلافاصله در انتهای خط کشش، ریل از میان مجموعهای از غلتکهای عمودی و افقی عبور میکند تا انحنای کلی آن گرفته شود. - تابگیری نهائی :
در ریلهای سردِ باکیفیت (مثل برندهای تحت لیسانس اروپا)، ریلها را بعد از تولید مدتی در انبار دپو میکنند تا تنشهایشان آزاد شود و سپس یک بار دیگر به صورت دستی یا هیدرولیک تابگیری میکنند. اما در ریلهای بیکیفیت، این مرحله حذف میشود.
یکی از دلایلی که ریلهای سرد ارزانقیمت در ساختمانهای بالای ۶ طبقه لرزش ایجاد میکنند، «تاب باقیمانده» است.
- تابگیری بلافاصله بعد از کشش
-
توجه : چون فولاد در ریل سرد تحت عملیات «سختکاری کرنش» قرار گرفته است. این یعنی مولکولهای فولاد فشرده شدهاند و مقاومت فنری بالایی دارند. اگر ریل سرد تاب داشته باشد، صاف کردن آن نسبت به ریل گرم انرژی و دقت بیشتری میطلبد، چون تمایل دارد دوباره به حالت خمیده برگردد (Spring-back).
-
- روش تشخیص تاب در ریل سرد (مخصوص کارگاه):
دو شاخه ریل را از سمت تیغه روی هم بگذارید. اگر بین دو تیغه در وسط شاخه فاصله (شکاف) دیده شود، یعنی ریل تاب دارد. - اهمیت تابگیری، ریل سرد برای سرعتهای بالای ۱ متر بر ثانیه
علت اینکه ریل سرد (کلاس A) با وجود تابگیری، باز هم برای سرعتهای بالا (بیش از 1\ m/s) توصیه نمیشود، به دو دلیل کلیدی یعنی «تنشهای پنهان» و «زبری میکروسکوپی» باز میگردد:
- روش تشخیص تاب در ریل سرد (مخصوص کارگاه):
-
-
- پدیده بازگشت فنری (Spring-back)
در ریل سرد، فولاد با زور و فشارِ قالب شکل گرفته است. این کار باعث میشود تنشهای داخلی شدیدی در ملکولهای فولاد ذخیره شود.
حتی اگر ریل در کارخانه کاملاً تابگیری شود، به مرور زمان یا در اثر بارهای وارده از طرف کابین، این تنشها تمایل به آزاد شدن دارند و ریل ممکن است در چاه آسانسور دچار انحراف جزئی شود. در سرعتهای بالا، حتی نیم میلیمتر انحراف باعث تکانهای شدید افقی میشود. - ناصافیهای میکروسکوپی (Micro-roughness)
در فرآیند کشش سرد، لایهی رویی فولاد تراشیده نمیشود، بلکه فقط فشرده میشود.
اگر زیر میکروسکوپ به سطح ریل سرد نگاه کنیم، پستی و بلندیهای ریزی وجود دارد.
– در سرعت پایین: لرزش ناشی از این ناصافیها توسط لنتهای کفشک جذب میشود و مسافر چیزی حس نمیکند.
– در سرعت بالا: این ناصافیها فرکانس لرزش را بالا میبرند و صدایی شبیه به «سوت» یا لرزش ریز در بدنه کابین ایجاد میکنند که کیفیت حرکت (Ride Quality) را به شدت کاهش میدهد. - تفاوت در صلبیت (Rigidity)
ریلهای نورد گرم (کلاس B) به دلیل فرآیند حرارتی، ساختار یکنواختتری دارند و در برابر لرزشهای ناشی از سرعت، «صلبتر» عمل میکنند. ریل سرد در برابر ضربات جانبی کفشک در سرعتهای بالا، کمی حالت ارتجاعی نشان میدهد که باعث تشدید نوسان کابین میشود.
- پدیده بازگشت فنری (Spring-back)
-
⚠️ توصیه فنی تافیت
اگر سازنده اصرار دارد در یک ساختمان ۱۰ طبقه با سرعت 1.6\ m/s از ریل سرد استفاده کند تا هزینهها را کاهش دهد، باید بداند که هزینه تعویض زودهنگام کفشکها و شکایت ساکنین از لرزش آسانسور، خیلی زودتر از آن چیزی که فکر میکند، آن صرفهجویی اولیه را از بین میبرد.
ریل ماشین کاری شده
پس از نورد گرم و عملیات شکل دهی ، ریلهای نورد شده ابتدا «تابگیری» میشوند و سپس به زیر دستگاههای عظیم صفحه تراش یا فرز (Milling/Planing) میروند.
دستگاه تراش، لایه اکسید شده و ناصاف روی تیغه ریل را برمیدارد تا به یک سطح کاملاً صیقلی و تخت برسد.
- ویژگی: در کلاس BE، این تراشکاری با دقت بسیار بالاتر و لرزش کمتر دستگاه انجام میشود و در نهایت لبههای ریل پالش (پرداخت) میشوند.
- مشخصات ظاهری :
– بدنه ریل: باید دارای بافت زبر و تیره (پوست پرتقالی) باشد.
– تیغه ریل: باید کاملاً صیقلی و دارای خطوط ظریفِ ماشینکاری باشد. - فرآیند ماشینکاریریل ها پس از فرایند نورد ماشین کاری کالیبراسیون شده ، سطوح ریل با ابزارهای دقیق ماشینکاری و صیقلی میشوند و لایه هایی از روی زبانه ریل این کار باعث دستیابی به دقت ابعادی بسیار بالا و صافی سطح فوقالعاده میشود که برای حرکت روان و بدون لرزش در سرعتهای بالا ضروری است.
ریلها در کارخانه با تلرانس ۰.۰۱ میلیمتر تراشکاری و صاف میشوند.این دقت برای حرکت نرم کابین در سرعتهای بالا ضروری است.
ریلهایی که برای آسانسورهای پرسرعت (بالاتر از ۲.۵ تا ۳ متر بر ثانیه) و یا آسانسورهای بسیار با کیفیت که نیاز به حداقل لرزش و صدای حرکت دارند، حتماً باید ماشینکاری شوند. - ریلهایی مانند T70، T75، T89، T90، T114، T125، T140، T150 و T200 همگی به صورت ماشینکاری شده (و اغلب سختکاری شده) تولید میشوند.
- تابگیری
تابگیری (Straightness Alignment) حساسترین بخش تولید است؛ چرا که حتی اگر بهترین فولاد و دقیقترین ماشینکاری را داشته باشید، اگر ریل یک «خمیدگی» یا «تاب» میکروسکوپی داشته باشد، مسافران در حین حرکت، لرزشهای افقی (جک زدن) را احساس خواهند کرد.- تابگیری اولیه
– شناسائی : ریل روی یک نوار نقاله حرکت میکند و چندین پرتو لیزر همزمان سه وجه تیغه ریل را اسکن میکنند.
اگر انحراف ریل بیش از استاندارد باشد (مثلاً بیش از 0.1 میلیمتر در هر متر)، دستگاه به صورت خودکار آن را به بخش اصلاح باز میگرداند.
در کلاس BE، این تلرانس بسیار سختگیرانهتر است (حدود 0.05 میلیمتر). - تابگیری نهایی (Final Straightening)
بعد از اینکه تیغهی ریل ماشینکاری شد، ممکن است به دلیل برداشتن لایهای از روی فولاد، تنشهای داخلی آزاد شده و ریل دوباره کمی قوس بردارد. بنابراین، یک تابگیری دقیقِ نهایی (معمولاً با جکهای هیدرولیک و سنسور لیزری) انجام میشود تا ریل به صافی مطلق برسد
- تابگیری اولیه
مقایسه ریل نورد سرد و ریل ماشینکاری
ریل نورد سرد
کلاس A: ریل کشش سرد (Cold Drawn)
- مشخصات فنی: این ریلها بدون عملیات برادهبرداری و تنها با عبور از قالبهای تحت فشار (در دمای محیط) تولید میشوند. سطح آنها صیقلی نیست و دقت ابعادی متوسطی دارند.
- کاربرد: مخصوص آسانسورهای با سرعت پایین (حداکثر 1 متر بر ثانیه) و ساختمانهای کمارتفاع (معمولاً تا ۵ یا ۶ طبقه).
- مزیت: قیمت ارزان و اقتصادی بودن برای پروژههای کوچک.
ریل ماشینکاری
- کلاس B: ریل ماشینکاری شده (Machined)
- مشخصات فنی: این ریلها ابتدا به روش نورد گرم تولید شده و سپس تیغه آنها توسط دستگاههای دقیق، تراشکاری (ماشینکاری) میشود. سطح تیغه بسیار صاف و بدون ناهمواری است.
- کاربرد: استانداردترین انتخاب برای ساختمانهای میانمرتبه و اداری با سرعت متوسط (حداکثر 1.6 متر بر ثانیه).
- مزیت: حذف لرزش کابین، حرکت بسیار نرم و طول عمر بالای کفشکها.
- کلاس BE: ریل ماشینکاری با کیفیت بالا (High-Quality Machined)
-
- مشخصات فنی: این کلاس نسخه ارتقایافته کلاس B است. علاوه بر ماشینکاری، عملیات پرداخت نهایی (Polishing) و کنترل سختگیرانهتری روی «تاب و انحنای ریل» انجام میشود تا به صافی مطلق نزدیک شود.
- کاربرد: مخصوص برجهای بلندمرتبه و آسانسورهای با سرعت بالا (2 متر بر ثانیه و بالاتر).
- مزیت: تضمین امنیت و آرامش کامل در سرعتهای بسیار زیاد که کوچکترین ناصافی میتواند باعث لرزشهای خطرناک شود.
پسوندهای نامگذاری ریل
پسوندهای مربوط به جنس مواد
- AISI 304/316 : نشاندهنده ریل استیل ضدزنگ (مقاوم در برابر رطوبت)
- Q235B : فولاد کربنی با مقاومت متوسط (متداول در ریلهای چینی)
- S355JR: فولاد با مقاومت بالا (استاندارد اروپایی)
پسوند نوع استانداردها
- EN 81-20 : مطابق استاندارد اروپایی برای آسانسورها
- ISO 7465: استاندارد بینالمللی ریلهای راهنما
- ASME A17.1: استاندارد آمریکایی
پسوندهای پرداخت سطح
- M مخفف (Machined) : سطح ماشینکاری شده با دقت بالا (مثل T75-M)
- G مخفف (Ground) : سنگزنی شده برای سطح صاف (مثل T50-G)
- P مخفف (Polished) : پولیش خورده (برای محیطهای بهداشتی)
پسوندهای ساختاری
- H مخفف (Heavy): نسخه سنگینتر (مثل T89-H با ضخامت بیشتر)
- L مخفف (Light): نسخه سبکتر برای بارهای کمتر
- W مخفف (Wide): عرض بال بیشتر از استاندارد
پسوندهای تولیدکنندگان
- Pro : نسخه حرفهای (مثل T50-Pro در برندهای اروپایی)
- Plus : نسخه بهبودیافته (معمولاً در برندهای چینی)
- Ultra : مقاومت فوقالعاده (مخصوص آسانسورهای پرسرعت)
پسوندهای امنیتی
- FR مخفف (Fire Resistant) : مقاوم در برابر حریق
- AS مخفف (Anti-Slip) : سطح ضدلغزش
هشدارها
- برخی تولیدکنندگان از پسوندهای جعلی مثل T50-AA استفاده میکنند که فاقد استاندارد است.
- پسوند B بیشتر در ریلهای چینی (مثل T50-BE) دیده میشود.
- پسوندهای مبهم مثل “T50-Super” معمولاً نشانه استانداردسازی ضعیف هستند
- همیشه مدارک فنی را برای تأیید پسوندها بخواهید
- اروپاییها (مثل مونتاناری) از پسوندهای استاندارد استفاده میکنند
- چینیها ممکن است از پسوندهای اختصاصی (مثل T50-V3) استفاده کنند
مثالی از نامگذاری ریلها
- T50-M-EN81-20
ریل T50 با سطح ماشینکاری شده و استاندارد اروپایی - T75-H-Q355B
ریل T75 نسخه سنگین با فولاد گرید Q355B - T90-G-AISI316
ریل T90 سنگزنی شده از جنس استیل 316
اهمیت ریل آسانسور
- ایمنی:
ریلها نقش حیاتی در ایمنی آسانسور ایفا میکنند و از سقوط کابین جلوگیری میکنند. - حرکت روان:
ریلهای صاف و استاندارد، حرکت روان و بدون لرزش کابین را تضمین میکنند. - دقت توقف:
ریلها به دقت توقف کابین در طبقات کمک میکنند. - هدایت کابین و وزنه تعادل در مسیر عمودی
- جلوگیری از نوسان و لرزش کابین
- تحمل بارهای دینامیکی (توقف اضطراری، زلزله)
- کاهش اصطکاک با استفاده از شاسی (Shoe) و روغنکاری
مشکلات رایج ریل آسانسور
- سایش و خوردگی(بهخصوص در محیطهای مرطوب)
- کج شدن یا لق شدن ریل(نیاز به بازرسی دورهای)
- صدای غیرعادی (ناشی از عدم روغنکاری یا تنظیم نادرست)
نکات مهم در انتخاب و نصب ریل آسانسور
- انتخاب ریل مناسب با توجه به ارتفاع ساختمان ، نوع کاربری ، ترافیک عمودی ، سرعت و ظرفیت آسانسور.
- بررسی
مدارک تست بار (Load Test Certificate) و گارانتی معتبر. - نصب دقیق و استاندارد ریلها توسط افراد متخصص.
- بازرسی و نگهداری دورهای ریلها برای اطمینان از عملکرد صحیح آنها.
- جنس ریل
- فولاد کربنی با پوشش گالوانیزه (رایجترین نوع)
- فولاد ضدزنگ (Stainless Steel) برای محیطهای خاص
- آلیاژهای خاص (مثل T5 یا T89) برای آسانسورهای پرسرعت یا بارهای سنگین، هزینه بیشتری دارند.جنس ریل آسانسور
- سطح ریلها باید صاف و بدون نقص باشد تا حرکت روان کابین تضمین شود.
- ابعاد و مشخصات فنی ریلها باید مطابق با استانداردهای ملی و بینالمللی باشد.
آسانسورهای پیشرفته
- در حال حاضر(2025) سریعترین آسانسور جهان (در برج شانگهای) با سرعت ۲۱ متر بر ثانیه حرکت میکند. و از ریلهای ویژه کامپوزیتی با ارتعاشگیر داخلی استفاده شده.
- برخی آسانسورها از سیستمهای مگلو (شناوری مغناطیسی) استفاده میکنند که نیاز به ریل فیزیکی ندارند. (این فناوری در ال توسعه می باشد)
برند های معروف ریل آسانسور
- مونتاناری (Montanari) – ایتالیا
- جیایال (GAL) – اسپانیا
- بیالتی (BLT) – چین
- سوژو (Suzhou) – چین
- سانکو (Sanko) – ژاپن
- کونو (KONE) – فنلاند
- اتیس (OTIS) – آمریکا
- تیکیال (TKL) – کره جنوبی
- فوجی (Fuji) – ژاپن
- هیندالکو (Hindalco) – هند
- سوپر ساورا ( Savera ) اسپانیا
- فالکون (Falcon)ترکیه
- مارازی (Marazzi ) ایتالیا
- سابیونی (Sabbioni) – ایتالیا
- مونته فرو چین (MF) – چین
- مونته فرو ایتالیا (Montaferro) – ایتالیا
- جیانگنان (Jiangnan) چین
- فولادین غرب – ایران
- ماشینسازی تبریز – ایران
خرید ریل آسانسور
قیمت ریل آسانسور بصورت متری شاخه ای می باشد
عوامل موثر در قیمت ریل راهنمای آسانسور
- روش تولید و تکنولوژی ساخت
مهمترین عامل فنی در قیمتگذاری، روش شکلدهی فولاد است:- ریلهای کشش سرد (Cold Drawn): برای سرعتهای پایین ،(معمولاً تا 1 m/s) اقتصادی و برای ساختمانهای کمارتفاع. قیمت کمتری دارند.
- ریلهای ماشینکاری شده (Machined): برای سرعتهای بالا و ساختمانهای مرتفع. به دلیل فرآیند تراشکاری دقیق، سطح صیقلیتر و حرکت نرمتری دارند و گرانتر هستند.
- سایز و مقطع ریل (تیپ ریل)
ضخامت و ابعاد ریل مستقیماً با ظرفیت آسانسور در ارتباط است. ریلها با نماد T شناخته میشوند: مثل T5 , T9 , T16 , T127 و…. هرچه عدد تیپ بالاتر رود، وزن فولاد مصرفی در هر شاخه بیشتر شده و قیمت افزایش مییابد. - برند و کشور سازنده
اصالت برند و استانداردهای تولیدی کشور مبدأ تأثیر مستقیمی بر قیمت دارند: - نوسانات نرخ ارز و قیمت جهانی فولاد
- کیفیت پوشش و گالوانیزه بودن
- هزینههای لجستیک و حملونقل
ریلها قطعات سنگین و طویلی (معمولاً ۵ متری) هستند. هزینههای حملونقل بینالمللی (کشتی) و داخلی (تریلی) و همچنین هزینههای گمرکی، سهم قابل توجهی در قیمت تمام شده برای مصرفکننده نهایی دارد.
سوالات متداول (FAQ) – ریل آسانسور
- ریل آسانسور چیست و چه نقشی در عملکرد آسانسور دارد؟
ریل آسانسور قطعهای فولادی و ثابت است که وظیفه هدایت، تثبیت و تضمین حرکت ایمن کابین و وزنه تعادل را در چاه آسانسور بر عهده دارد. کیفیت ریل مستقیماً بر نرمی حرکت، صدا، لرزش و ایمنی کلی آسانسور تأثیر میگذارد. - چه انواعی از ریل آسانسور وجود دارد؟
انواع رایج ریل آسانسور شامل:
ریل کابین
ریل وزنه تعادل
ریل نورد گرم
ریل نورد سرد
انتخاب نوع ریل به ظرفیت، سرعت، ارتفاع ساختمان و نوع کاربری وابسته است. - تفاوت ریل نورد گرم و نورد سرد چیست؟
ریل نورد گرم: مقاومت و استحکام بالاتر، مناسب آسانسورهای پرسرعت و پرتردد
ریل نورد سرد: مناسب آسانسورهای کمسرعت و مسکونی
در پروژههای حرفهای و بلندمرتبه، معمولاً ریل نورد گرم توصیه میشود. - ریلهای T45، T70 و T90 چه تفاوتی با هم دارند؟
عدد کنار T نشاندهنده ابعاد، وزن و ظرفیت تحمل بار ریل است:
T45: مناسب ساختمانهای کمارتفاع و آسانسورهای سبک
T70: گزینه رایج برای ساختمانهای مسکونی
T90: مناسب آسانسورهای پرسرعت، تجاری و برجها - ریل آسانسور چه استانداردهایی باید داشته باشد؟
ریل آسانسور باید مطابق استانداردهای معتبر مانند: EN 81 ، ISO 7465 تولید شده باشد و از نظر صافی سطح، انحراف مجاز، جنس فولاد و عملیات حرارتی کنترل کیفی شده باشد. - ریل آسانسور بیکیفیت چه مشکلاتی ایجاد میکند؟
استفاده از ریل نامناسب میتواند منجر به:
لرزش و صدای غیرعادی کابین
سایش سریع کفشکها
افزایش استهلاک موتور و قطعات
کاهش ایمنی و عمر مفید آسانسور
شود و هزینههای پنهان تعمیرات را افزایش دهد.
English Summary – Elevator Guide Rail
Elevator guide rails are critical structural components that ensure the precise vertical movement, stability, and safety of elevator cars and counterweights. They guide the elevator cabin along a fixed path, reduce vibration, and maintain alignment under dynamic loads. High-quality guide rails improve ride comfort, enhance operational safety, and extend the service life of elevator systems in residential, commercial, and high-rise buildings.
موضوعات مرتبط